Badminton Racket Stringing Machine Badminton Racket Stringing Machines, Badminton Stringing Machines, Badminton Stringing Machines for sale, best Badminton Stringing Machines Yi He Technology (Shenzhen) Co.,Ltd , https://www.ballshootmachines.com




Specification
Weight: 30-31KG
Overall Dimensions: 390mm×350mm×235mm
Power: 160-300WÂ Â Â
Mode of Display: LCD Liquid Crystal Display Screen    Â
Cutting Length: 1mm - 9999mm  Â
Cutting Tolerance: ≤0.002×L (L = Cutting Length)     Â
Stripping Length: Head 0 - 35mm ,Tail 0- 15mm Â
Cutting Cross-sectional Area of Wire Core:
(508C 0.2-2.5 mm2 Â Â Â 508-SD 0.1- 4.5mm2Â Â )
(508E 0.1-8 mm2Â Â Â Â 508-JE 0.1- 10mm2Â Â )
Maximum Diameter of Conduit Pipe: ¢11
Middle-stripping: 10 places of stripping Material of Knife: High-quality Tungsten SteelÂ
Stripping Speed:
3000 - 80000 p c s /hÂ
Mode of Driving:
Mode C Two-wheeled Drive
Mode SD/SDB/E/JE Four-wheeled Drive
Adjusting Speed:
0 Slowest, 9 Fastest   Â
The wire is conveyed through the wire-inlet rollers and the wire-outlet rollers and the wire cutting and stripping is finished through the knife rack assembly, which are all controlled by microcomputer technology.
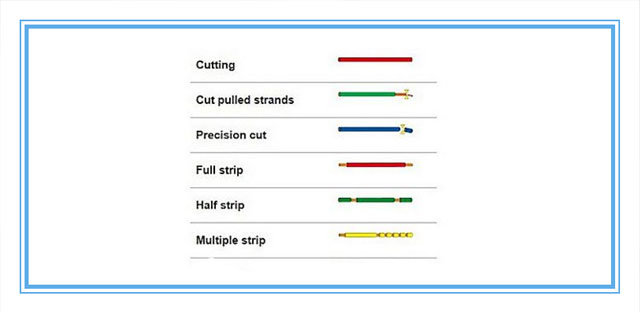
1. Wire-inlet Rollers: for conveying wires and stripping wire heads.
2. Wire-outlet Rollers: for conveying wires and stripping wire tails.
3. Knife Rack Assembly: for wire cutting, head stripping and tail stripping.
4. Wire-inlet Gap Adjusting Rollers: for adjusting the wire-inlet gap, turn it down to decrease the gap and turn it up to increase the gap.Â
5. Wire-outlet Gap Adjusting Rollers: for adjusting the wire-outlet gap, turn it up to increase the gap and turn it down to decrease the gap.Â
6. Conduit Pipe Assembly: for ensuring the wire smooth and straight and preventing the wire from moving defectively when the wire moves from the wire-inlet rollers to the knife rack assembly.Â
1. The wire is put into the wire inlet, through the wire-inlet rollers and the conduit pipe, and then onto the knife edge.  Â
2. Wire-inlet Gap Adjusting: adjust the gap between the two rollers through the wire-inlet gap adjusting rollers to make the gap less than the outer diameter of the wire to be stripped so as to ensure normal stripping of wire covering. Â
3. Wire-outlet Gap Adjusting: adjust the gap between the two rollers through the wire-outlet gap adjusting rollers to make the gap less than the outer diameter of the wire to be stripped, and adjust the indicator light of wire breakage at the critical state between on and out, then turn up for half circle. If the machine still stops because the wire knobs, adjust the gap a little smaller.Â
Â
Specification
Weight: 30-31KG
Overall Dimensions: 390mm×350mm×235mm
Power: 160-300WÂ Â Â
Mode of Display: LCD Liquid Crystal Display Screen    Â
Cutting Length: 1mm - 9999mm  Â
Cutting Tolerance: ≤0.002×L (L = Cutting Length)     Â
Stripping Length: Head 0 - 35mm ,Tail 0- 15mm Â
Cutting Cross-sectional Area of Wire Core:
(508C 0.2-2.5 mm2 Â Â Â 508-SD 0.1- 4.5mm2Â Â )
(508E 0.1-8 mm2Â Â Â Â 508-JE 0.1- 10mm2Â Â )
Maximum Diameter of Conduit Pipe: ¢11
Middle-stripping: 10 places of stripping Material of Knife: High-quality Tungsten SteelÂ
Stripping Speed:
3000 - 80000 p c s /hÂ
Mode of Driving:
Mode C Two-wheeled Drive
Mode SD/SDB/E/JE Four-wheeled Drive
Adjusting Speed:
0 Slowest, 9 Fastest   Â
The wire is conveyed through the wire-inlet rollers and the wire-outlet rollers and the wire cutting and stripping is finished through the knife rack assembly, which are all controlled by microcomputer technology.
1. Wire-inlet Rollers: for conveying wires and stripping wire heads.
2. Wire-outlet Rollers: for conveying wires and stripping wire tails.
3. Knife Rack Assembly: for wire cutting, head stripping and tail stripping.
4. Wire-inlet Gap Adjusting Rollers: for adjusting the wire-inlet gap, turn it down to decrease the gap and turn it up to increase the gap.Â
5. Wire-outlet Gap Adjusting Rollers: for adjusting the wire-outlet gap, turn it up to increase the gap and turn it down to decrease the gap.Â
6. Conduit Pipe Assembly: for ensuring the wire smooth and straight and preventing the wire from moving defectively when the wire moves from the wire-inlet rollers to the knife rack assembly.Â
1. The wire is put into the wire inlet, through the wire-inlet rollers and the conduit pipe, and then onto the knife edge.  Â
2. Wire-inlet Gap Adjusting: adjust the gap between the two rollers through the wire-inlet gap adjusting rollers to make the gap less than the outer diameter of the wire to be stripped so as to ensure normal stripping of wire covering. Â
3. Wire-outlet Gap Adjusting: adjust the gap between the two rollers through the wire-outlet gap adjusting rollers to make the gap less than the outer diameter of the wire to be stripped, and adjust the indicator light of wire breakage at the critical state between on and out, then turn up for half circle. If the machine still stops because the wire knobs, adjust the gap a little smaller.Â
Â
Model NO.: 508-E
Shape: Square
Size: Middle-Sized
Power: AC200/110/50Hz
Trademark: joinstars
Transport Package: Carton Box
Specification: 50*60*50cm
Origin: China
Model NO.: 508-E
Shape: Square
Size: Middle-Sized
Power: AC200/110/50Hz
Trademark: joinstars
Transport Package: Carton Box
Specification: 50*60*50cm
Origin: China