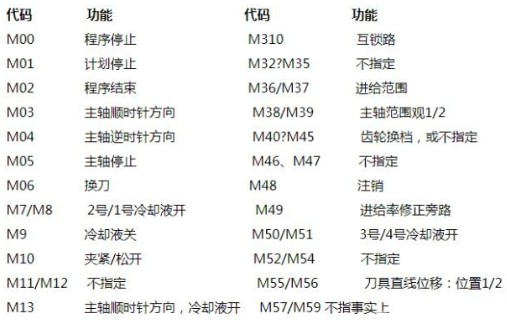
CNC lathe, also known as CNC lathe, is a computer numerical control lathe. It is the most widely used CNC machine tool in China, accounting for 25% of the total number of CNC machine tools. CNC machine tools are electromechanical integration products integrating mechanical, electrical, hydraulic, pneumatic, microelectronics and information technologies. It is a working machine with high precision, high efficiency, high automation and high flexibility in mechanical manufacturing equipment. The technical level of CNC machine tools and the percentage of metal cutting machine tool output and total possession are one of the important indicators to measure the overall development of a country's national economy and industrial manufacturing. CNC lathe is one of the main varieties of CNC machine tools. It occupies a very important position in CNC machine tools. It has been widely recognized by countries all over the world for decades and has been rapidly developed. 1. Preparation function (G function) The preparation function, also called G function (or G code), is a command used to command the working mode of the lathe or the way the control system works. The G function consists of the address character G and the following two digits (00? 99), a total of 100 functions from G00 to G99, used to command different movements of the machine tool, such as using G01 to command the linear training of motion coordinates. The G code has a single G code and a modal G code. The single G code is only valid in the block that is commanded, and the modal G code is valid until the same group G code appears. At present, the domestic and foreign CNC lathe G code widely uses ISO code, but its standardization is not high, the specified function code is less, refers to (can not be used for other functions of the code), and does not specify generation (referring to the possibility of specifying other functions in the future) The code does not specify the code (referring to the code that does not specify its function in the future). The G code function of the non-CNC system is not consistent, which makes the programming of different CNC systems different. Therefore, it must be in accordance with the manual of the CNC system used. The specific provisions are used. 2. Tool function (T function) The tool function is also called T function. It is used to command the tool number used in machining and the address word of the automatic compensation group number. The automatic compensation content mainly refers to the tool position deviation and tool radius compensation of the tool. In the numerical control lathe, the following figures of the address character T mainly have the following two regulations. 1 Two-digit specification, as in the economical CNC system of GSK928TA introduced in this book, the two-digit rule is adopted: the first digit generally indicates the tool number, and commonly used 0~8 total 9 digits, of which 0 means no rotation. The last digit indicates the group number of the tool compensation. There are 9 digits commonly used for 0?8, where 0 indicates that the compensation amount is zero. Example: T23 means to turn the No. 2 knife to the cutting position and execute the third set of tool compensation values. 2 Four-digit rule: For CNC lathes or turning centers with more tools, the numerical control system generally stipulates that the subsequent digits are four digits, the first two digits are the tool number, and the last two digits are the tool compensation group number or At the same time, it is the group number for the radius of the tool nose radius compensation. Example: T0203 means to transfer the 2nd to the cutting position and execute the 3rd set of tool compensation values. 3. Spindle function (S function) Spindle speed command function, which is represented by the address S and the number following it. Currently there are S2 (two digits) and S4 (four digits) representations, namely SXX and SXXXX. Generally, the economical CNC lathe generally uses one. Bit or two agreed codes to control the high speed and low speed of a certain gear of the spindle. For a CNC lathe with stepless speed regulation, the subsequent number can directly indicate the given speed (r/min) of the spindle. In addition, CNC lathe with constant linear speed cutting function, the S command in the machining program can command constant speed rpm, or can command the constant linear speed (m/min) during turning, that is, when turning, the spindle speed will follow The turning diameter changes automatically and the line speed is maintained at a given constant value. 1S two-digit number: The domestic CNC lathe is generally represented by one or two digits of the agreed code. The GSK928TA numerical control system introduced in this paper corresponds to the 6-stage spindle mechanical shifting provided by the machine tool (high gear and low gear of each gear) Use S1 to specify high speed, S2 to specify low speed, and use M code to specify the spindle rotation direction, M3 forward rotation, M4 reverse rotation, here the high speed, low speed is only relative to a certain mechanical gear of the machine tool. 2S four digits: Directly command the number of revolutions (r/min) of the axis with the address S and the 4-digit value following it. For example, S1200 indicates that the spindle constant speed is 1200 rpm. For a CNC system with constant line speed control function, the line speed behind S is constant. As the turning diameter changes, the spindle speed is calculated according to the given line speed. The position of the tool in a moment is kept in a constant relationship with the surface of the workpiece. Use G96 (constant line speed control command), G97 (specified spindle speed) to match the S code to specify the speed of the spindle. Example: G96 S18 indicates a cutting speed of 18 m/min; G97 S1200 indicates that the G96 spindle speed is 1200 rpm. The use of specific spindle functions is also subject to the specification of the parameter control system. 4. Auxiliary function (M function) The auxiliary function, also called the M function, is used to command the switching action or state of the auxiliary device in the CNC machine. The auxiliary function uses the address M and its subsequent numbers to be generally two digits. Since the numerical position machine actually uses such an address character (see the table below) that conforms to the ISO standard, the degree of its standard is not as high as that of the G command, the specified code is small, and the code is not specified and never specified, so the M function code is often caused by the numerical control system. There are differences between manufacturers and machine tool structures and specifications. Therefore, the programmer must be familiar with the functional meaning of the M function command of the specific CNC system used, and should not be blindly applied. 5. Upgrade function (F function) When cutting parts, the tool speed is controlled by the specified speed, and the speed of cutting is called the feed speed. The function called feed function is also called F function. For CNC lathe, the feed mode can be divided into: Feeds per minute and feeds per revolution. (1) Feed per minute: that is, the distance per minute of the tool is mm/min (how many millimeters per minute), regardless of the rotation speed of the lathe, the feed progress does not change with the change of the spindle speed. There is a difference between the concept of the amount of cutting of the ordinary lathe. With the G94 with the command (or without the command), most economical CNC lathes use this feed method to command. For beginners, the F function value is often not determined. Reasonable, mainly lack of knowledge of cutting, for the determination of F value, can be calculated by formula F value = lathe speed × selected amount of cutting, such as turning? outer circle, spindle speed is set to 400 rev / min and 600 rpm /min, and the amount of the cutter is selected as 0.3mm/rev, then the F values ​​are F120 and F180 respectively. However, its feed per revolution is consistent with respect to the cutting feed rate. The lathe speed and the selected amount of the cutter here are basically the same as the choice of the amount of the cutter of the ordinary lathe according to the type of material, the diameter, the depth of the cutter and the like. (2) Feed per revolution: the distance that the tool moves in the feed direction every revolution, the unit is mm/rev. The feed of the tool per revolution of the spindle is directly commanded with the value of F, and is matched with G95. Commands, such as G95 F0.3, indicate that the tool moves 0.3 mm/rev in the feed direction for each revolution of the spindle, which is exactly the same as the concept of the cutting amount of the ordinary lathe. The speed at which it changes varies with the change in the spindle. For the specified range of the F function value, refer to the value range feed setting specified in the machine system manual, and the specified range cannot be exceeded. Aluminum Housing Motor,Aluminum Motor Enclosure,Aluminum Engine Block,Aluminium Engine Block Foshan Knilex Aluminum Co., Ltd. , https://www.aluprofilemaker.com